Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.
Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.

11、避免和消除氢脆的措施
(1)、减少金属中渗氢的数量
必须尽量减少高强度/高硬度钢制紧固件的酸洗,因为酸洗可加剧氢脆。在除锈和氧化皮时,尽量采用喷砂抛丸的方法,若洛氏硬度等于或大于HRC 32的紧固件进行酸洗时,必须在制定酸洗工艺时确保零件在酸中浸泡的时间最长不超过10分钟。并应尽量降低酸液的浓度,并保证零件在酸中浸泡的时间不超过10分钟;在除油时,采用清洗剂或溶剂除油等化学除油方式,渗氢量较少,若采用电化学除油,先阴极后阳极,高强度零件不允许用阴极电解除油;在热处理时,严格控制甲醇和丙烷的滴注量;在电镀时,碱性镀液或高电流效率的镀液渗氢量较少。
(2)、采用低氢扩散性和低氢溶解度的镀涂层。一般认为,在电镀Cr、Zn、Cd、Ni、Sn、Pb时,渗入钢件的氢容易残留下来,而Cu、Mo、Al、Ag、Au、W等金属镀层具有低氢扩散性和低氢溶解度,渗氢较少。在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如机械镀锌或无铬锌铝涂层,不会****生氢脆,耐蚀性高,附着力好,且比电镀环保。
(3)、镀前去应力和镀后去氢以消除氢脆隐患
若零件经淬火、焊接等工序后内部残留应力较大,镀前应进行回火处理,回火消除应力实际上可以减少零件内的陷阱数量,从而减轻****生氢脆的隐患。
⑷、控制镀层厚度
由于镀层覆盖在紧固件表面,镀层在一定程度上会起到氢扩散屏障的作用,这将阻碍氢向紧固件外部的扩散。当镀层厚度超过2.5μm时,氢从紧固件中扩散出去就非常困难了。因此硬度<32HRC的紧固件,镀层厚度可以要求在12μm;硬度≥32HRC的高强度螺栓,镀层厚度应控制在8μmmax。这就要求在产品设计时,必须考虑到高强度螺栓的氢脆风险,合理选择镀层种类和镀层厚度。
在一般情况下,除了局部淬硬型紧固件外,硬度超过49HRC的高强度钢制零件不允许采用电镀的表面处理形式。
13、除氢的方法和方式
高强度紧固件由于氢脆产生的脆性断裂,一般****生的很突然,是无法预料的,故这种失效的形式造成的后果是很严重的。尤其是在有安全性能要求时,减少氢脆的产生是很有必要的,因此,高强度紧固件去除氢脆是一项很重要的工作工作。
对于高强度紧固件除氢的方法和方式各个标准或中规定的不尽相同,但芭乐视频在线网比较赞许硬度小于32HRC,可以不进行除氢处理,也不需要做氢脆试验;硬度大于或等于32HRC,并经酸洗及涂油、磷化、机械镀锌、电镀锌等表面处理的紧固件必须进行除氢处理的观点。表1列出了相关标准中对除氢方法和方式的要求。
要求进行驱氢处理的紧固件的硬度,对于表面淬硬型的紧固件,决定其去氢处理方式主要取决于其“表面硬度”。对整体调质或局部淬硬型紧固件,决定其去氢处理方式主要取决于其“芯部硬度”。
• 在目前采取的除氢措施中,烘烤是最有效的手段。
• 零件表面有一定厚度的镀层时,氢很难透过镀层向外扩散出去。尽管在烘烤处理中只除去了很小一部分氢,烘烤处理可使钢中的氢重新分布,扩散到材料内部的永久(或不可逆)陷阱位置而成为非活跃状态,并使之不易于聚集到较为危险的陷阱位置。也就是说烘烤处理可以防止紧固件中的氢聚集到应力集中的部位,失效时间和临界应力水平得以延长和提高。因此,目前烘烤处理在减小高强度紧固件氢脆倾向上是很有效的。
• 不论是电镀,还是磷化表面处理,封闭处理工序应在烘烤工序完成后再进行。
14、烘烤时机
产品电镀后应于4 小时之内被烘烤,最好是在1 小时之内以及铬酸盐处理之前,因为实施烘烤时如果温度在150°F(66°C)以上铬酸膜将会被破坏,使得原披覆无效。
• 氢脆化的消除与防止:经研究调查结果显示,在测试任何材料对氢脆化的感受性是直接与材料本身氢侵入含量有关(侵入的型态与有效性)。因此烘烤过程中时间 - 温度的关系不但取决于钢的成份和组织而且也和电镀材质和电镀过程息息相关。另外大部份高强度的钢,其烘烤过程的有效性随着时间与温度的减少而快速跌落。
• 有很多原因可能使得紧固件脆化,氢脆化测试仅是最后的手段,重要的是事前的防范以预防及降低重大的损失。当制造易****生氢脆化产品时,全面性的制造过程管制(包括电镀处理过程)将可使氢脆化的机率降到最低。
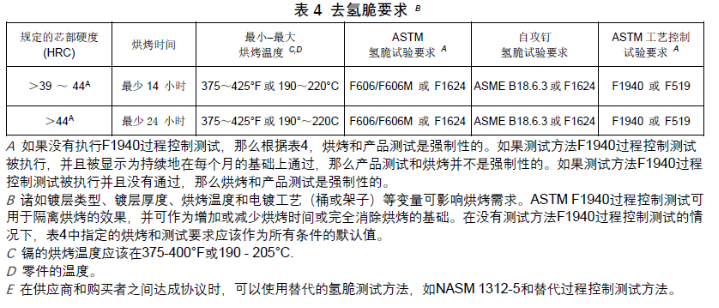
15、烘烤温度
加热到温度200℃到230℃,最高温度应考虑涂层材料以及基材的种类,某些涂层,例如锡,以及某些零件的物理特性可能因这些温度造成不利的影响,某些情况下,则需要较低的温度以及较长的时间。但零件烘烤温度应以不超过其原始回火温度为原则
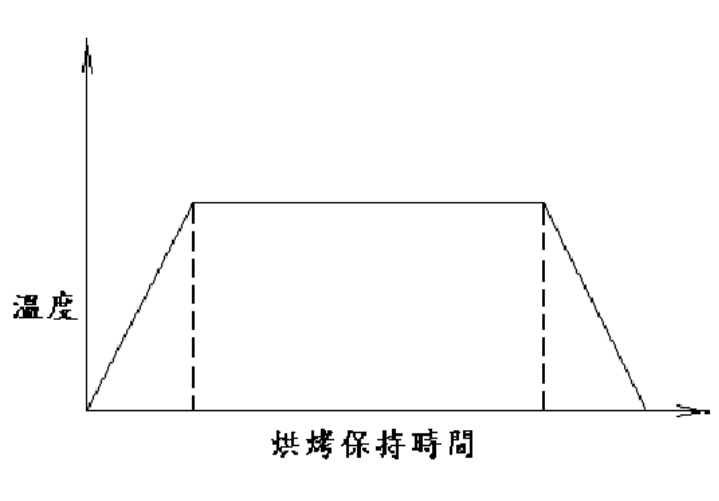
16、烘烤时间
16.1 ISO 4042-2018有关烘烤时间的解释
影响烘烤效率的关键因素是
— 温度,
— 持续时间,
— 涂层的渗透性,
— 涂层厚度。
对于易受影响的紧固件 (例如, 硬度/芯部硬度高于390HV) 电镀锌, 8小时至10小时在190°C到220°C是
一个最低推荐烘烤持续时间。然而:
— 根据紧固件的种类、尺寸和强度/硬度等级,结合涂层系统和涂层工艺,成功地应用了较短的持续时间;
— 根据紧固件的类型, 尺寸和强度/硬度水平, 烘烤持续时间可达24小时, 足以减少移动的氢。
在大约190 °C烘烤电镀锌紧固件的一般做法是不足以提取氢, 因为锌是氢扩散的有效屏障。结果表明,烘烤持续时间为4小时甚至可能是有害的, 并可能导致偶尔的失败。为了烘烤是有效和有益的, 建议延长烘烤持续时间。
如ISO 898-1所规定的10.9级紧固件, 正确地制造到预期的材料和冶金性能, 不会因为IHE敏感而失效, 也不需要烘烤。鉴于目前对烘烤效果和材料敏感性的理解, 防止这些紧固件失效的不是烘烤。性能等级10.9的紧固件有时被烘烤作为预防制造错误或失控的过程, 可能使材料变得敏感。
如果应用中出现延迟性断裂, 除紧固件及其制造和电镀工艺外, 还应调查包括装配和服役条件在内的所有条件。
ISO 2081, ISO 9588和ISO 19598中规定的烘烤标准过于宽泛, 不适用于紧固件。
ISO 2081, ISO 9588和ISO 19598中规定的烘烤标准过于宽泛, 不适用于紧固件。
烘烤过程中使用的最大温度和持续时间受以下因素的限制。不应超过紧固件最初回火的温度, 不应损害涂层的性能。温度和/或持续时间的超标会影响热处理后螺纹滚制的有益效果。
电镀锌零件通常在温度不高于220°C的情况下烘烤。电镀镉的零件通常是在不高于200°C的温度下烘烤。
烘烤过程通常是在电镀后进行的, 在使用转化涂层和/或封闭剂和/或外涂层 (如果有的话) 之前。然而,其他的顺序可能是合适的,这取决于表面处理的具体性质。
作为一个良好的规程的问题,电镀和烘烤之间的时间应该保持短。这种做法的目的是最大限度地提取移动氢, 否则移动氢的一部分可以可逆地被困住, 更难烘烤出来。
这一现象已被证明是有关的电镀钢硬度在500HV范围内和以上。通常使用的方法指定确切的持续时间(例如4小时) 纯粹是主观的, 目的是作为一个实际的运作时间框架, 也是一个质量保证机制, 以监测良好的规程。涂层和烘烤之间的时间不应用作紧固件批次的可接受性的严格标准, 它绝对不应用作将根本原因分配给紧固件失效的基础。
烘烤炉的条件, 包括装载方法, 炉内持续时间和温度均匀性, 应加以控制。要达到一个合理的有效的烘烤策略,包括决定是烘烤还是不烘烤, 应通过持续负载测试和/或工艺鉴定试验获得的经验测试数据来验证, 如DIN 50969-2和ASTM F1940中规定的。
16.2 ASTM F1941/F1941M-2016
调质紧固件的烘烤要求—除非买方另有规定,否则在规定的最大硬度39 HRC和以下(见注3),烘烤不是强制性的。产品热处理后硬度在39 HRC以上且有组装硬化垫圈的产品,于电镀后应予以烘烤,使其氢脆风险降至最低。
17、检测方法
17.1气泡法
这是一种比较快速、简便的试验方法,可将盛有适量凡士林的烧杯置于电炉上加热熔融,加热到100~110℃并恒温约五分钟以除去其中的水分,再将已清洗除去表面油渍污物的零件完全浸入油液中,若在10秒钟内观察到零件表面有气泡逸出,则表明该零件含有一定量的氢。也可用液态石蜡油,则试验时需加热至大约150℃。
气泡法只能看出零件中是否含氢,但其含氢量是否足以造成氢脆却无法判定。由于零件的加工过程中或多或少会接触到氢,从严格的意义来说,此方法对实际生产和交付检查并无指导意义。
17.2平行支承面法
• 平行支承面法是目前用的比较普及的一种试验方法,ISO、DIN、EN、GB、SAE等标准都是规定的采用这种方法。仅试验扭矩的设置和试验时间长短不同而已。
• 测试观念是设计在紧固件的最大应力下实施一个模拟的实际状况。
• 应力通常达到紧固件的一特定的旋紧度或预先计算的扭矩值。
• 使零件保持在如此的应力装置下24 或48 小时再旋紧。
• 如果任何紧固件在测试过程中或当再旋紧时氢脆破坏则这零件应再烘烤和再测试直到合格为止
国家标准GB/T 3098.17-2000的规定
• 国家标准GB/T 3098.17-2000《检查氢脆预载荷试验 平行支承面法》(等同采用国际标准化组织ISO 15330:1999标准,与德国标准DIN EN ISO 15330也完全一致。)标准中规定:
预载荷试验应在适当的试验夹具上进行。紧固件承受的应力应在其屈服点以内,或者处在破坏扭矩的范围内。扭矩既可通过匹配螺母(或螺栓)施加,也可通过转动攻有螺纹的钢板施加。可保证相应紧固件所需应力能处于其屈服点内,或破坏扭矩范围内的其他加载方法和夹具,也允许采用。该应力或扭矩应至少保持48小时以上。每隔24小时应将紧固件再拧紧到初始应力或扭矩,同时检查紧固件是否因氢脆已****生破坏。
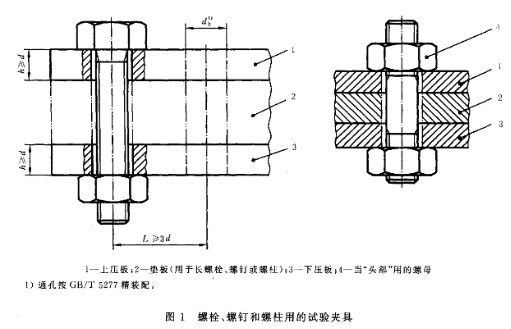
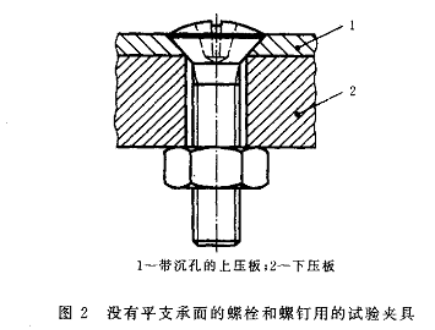
(1)、螺栓、螺钉和螺柱:试验夹具应使用两面平行的硬度≥45HRC的淬硬钢板,钢板上制有垂直于板面的一个或多个孔,如图1;没有平支承面的螺栓和螺钉(如沉头螺钉)的夹具见图2。取5个螺栓或螺钉试件按图示装夹,再分别拧紧至屈服点,记录下达到屈服点时的拧紧扭矩,这5个拧紧扭矩的平均值即为氢脆试验的拧紧力矩。
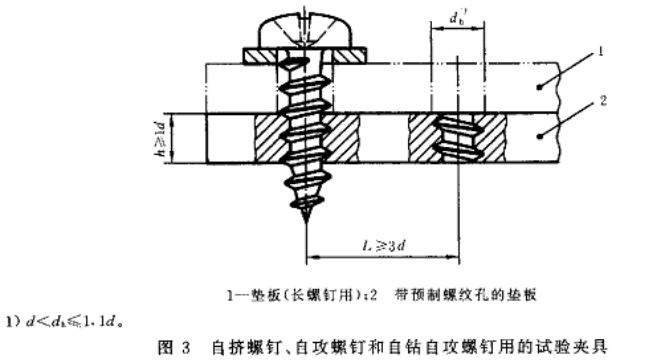
(2)、自挤螺钉、自攻螺钉和自钻自攻螺钉:试验夹具是一块预制螺纹孔的钢板,如图3。取5个螺钉试件分别拧入试验板直至螺钉头部与试验板贴合。继续拧紧螺钉使5个螺钉分别达到其破坏扭矩,其中的最小值的90%即为试验扭矩。由于十字槽、内花形槽等扳拧形式可能会在拧紧过程中出现枪头滑脱而无法将螺钉拧至断裂,此时就取规定的最小破坏扭矩的90%作为试验扭矩。
(3)、弹簧垫圈和锥形弹性垫圈:垫圈试件应用硬度大于垫圈试件的平垫片(且最低硬度为40HRC)相互隔开,若干个一起穿在螺纹公称直径与被试垫圈公称直径相同的螺栓上,如图4,锥形垫圈应成对组装试验,将组装件拧紧至被试垫圈试件完全压平。

• 将试件装入试验夹具后,施加试验扭矩并至少持续48小时,螺栓等试件应至少每隔24小时重新拧紧至初始的试验扭矩,在试验完成之前,应进行最后一次拧紧。然后将试件卸载后取下来,目测检查试件,若无任何目测可见的裂缝或断裂,则判定通过该项试验。
• 值得注意的是,该标准规定的试验方法仅适用于过程控制,并不作为验收检查的试验项目。
17.3美国汽车工程师协会SAE/USCAR-7标准的规定是:
从待测零件批中随机抽取5件,向零件或夹具施加扭矩直至零件最终损坏,记录每个紧固件的最大破坏扭矩,计算出5个数值的平均值,此值的80%将作为测试扭矩。然后采用相同夹具、相同负载方法向待测零件施加测试扭矩,具体被检测的零件数量应由供需双方协商决定并在控制计划中规定。施加扭矩后的零件静置24小时后逐一检查,在此期间零件出现任何损坏则整批零件判为不合格,必须作报废处理;如无损坏****生,则继续负载24小时后再次施加测试扭矩,然后取下零件,目视检查这些零件应无裂纹产生,如有任何裂纹产生,则整批判为不合格,同样必须报废。
18、参考资料
ISO 4042-2018
ISO TR 20491-2019
ASTM F1940-2007a(R2019)
ASTM F1941/1941M-2016
GB/T 3098.17-2000
SAE/USCAR 7-2012



